


原标题:揭秘:如何用100万个零件组装成一架C919?
超出你的想象。
也许你还记得去年国产大飞机C919首次翱翔蓝天的画面,但是,你知道C919是怎么造出来的吗?快来跟国是君一起走进C919南昌基地,看看这个“大国重器”是如何“炼成的”!
 8月6日,在位于江西南昌的航空工业洪都商飞公司大部件车间里,一架已经装配好的C919前机身整装待发,将被运往上海的中国商飞总装制造中心。中新社 万淑艳 摄
8月6日,在位于江西南昌的航空工业洪都商飞公司大部件车间里,一架已经装配好的C919前机身整装待发,将被运往上海的中国商飞总装制造中心。中新社 万淑艳 摄 前机身长6米,直径6.5米,机身蒙皮、长绗等零件使用了具有世界先进水平的第三代铝锂合金。中新社 万淑艳 摄
前机身长6米,直径6.5米,机身蒙皮、长绗等零件使用了具有世界先进水平的第三代铝锂合金。中新社 万淑艳 摄你知道吗?一架C919全身上下大概需要100多万个零件,这需要300多工人连续工作一年多时间才能总装完成。
 在洪都商飞公司大部件车间的墙上,悬挂着一幅C919大飞机机体结构布局图,图中标蓝色部分就是洪都负责生产的的前机身、中后机身。中新社 万淑艳 摄
在洪都商飞公司大部件车间的墙上,悬挂着一幅C919大飞机机体结构布局图,图中标蓝色部分就是洪都负责生产的的前机身、中后机身。中新社 万淑艳 摄因此,制造大飞机就像造“积木”一样,被分割成机头、前机身、中机身、中央翼、中后机身等9大部段在多个基地制造,最后,都运到上海的中国商飞总装制造中心,进行“合体”。
位于南昌航空城的航空工业洪都商飞公司负责制造C919的前机身、中后机身,制造量占整个机体的四分之一。
先来了解一下这家飞机制造商的辉煌历史:洪都诞生于1951年,1954年就制造出了新中国第一架飞机“初教5(雅克-18)”,掀开了新中国飞机制造史的第一页。1957年,第一架多用途民用飞机-安2运输机试制成功,也就是现在的运5飞机。不仅生产飞机,1957年12月,洪都还仿制成功了新中国第一辆摩托车“长江750”。
接下来走进C919大部件装配车间:车间分为三个区域,每个区域长216米,宽54米,层高16米,总面积近4万平方米。
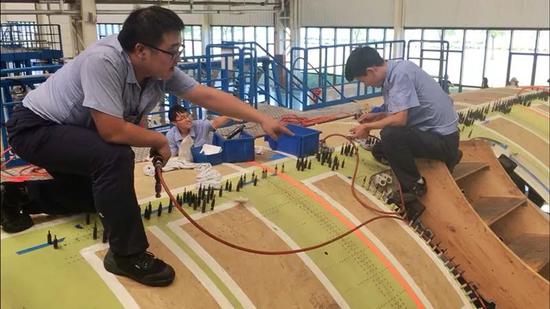 车间里,工人师傅正在对C919的中后段机身进行补铆。中新社 万淑艳 摄
车间里,工人师傅正在对C919的中后段机身进行补铆。中新社 万淑艳 摄 工人正在装配C919的中后机身。中新社 万淑艳 摄
工人正在装配C919的中后机身。中新社 万淑艳 摄进入车间,首先映入眼帘的是一架已经装配好的C919前机身,通体呈草绿色,窗户一字排开,国是君不禁脑补了一下坐在飞机上透过窗户看云层的画面。这架机身正整装待发,将被运往上海。
大型飞机被誉为“现代制造业的一颗明珠”,是对一个国家高端制造水平的全面检验。
C919从研制到首飞历经近10年,而C919前机身、中后机身的研造,也足足花了 6 年多时间。
“造外壳”可不像有些网友说的那么简单,绝对是技术活,包含了许多“黑科技”。记者看到,车间里,蒙皮加工设备、型材加工设备、高精数控加工设备、数控喷丸强化设备、数字化装配生产线一应俱全,还有永远“不辞辛劳”的机器人。
 舱门制孔机器人正在钻孔。中新社 万淑艳 摄
舱门制孔机器人正在钻孔。中新社 万淑艳 摄“机身长6米,直径6.5米,带有前货舱门和登机门;中后机身长9.5米,直径6.5米,带有后货舱门和服务门,共计7000多项零件全部是由洪都自主制造的。”洪都商飞公司副总经理李代俊说,“制造工艺完全可以与国际先进水平比肩。”
在车间里,十几名工人师傅正在对C919中后段机身进行补铆。李代俊说,传统方法是靠手工钻铆,精确性和一致性差一点,现在采用的是自动钻铆,更为精准,一致性也更好。
自动定位、真空排屑、自动送钉、钻孔……在不远处,一台黄色的机器人正上下挥舞着手臂,精准地进行舱门制孔。未来C919批量生产后,绝大部分的钻铆工作将交给机器人完成。
记者看到,机身的蒙皮非常平滑。蒙皮相当于飞机的皮肤,直接与外界接触,受力复杂,因此蒙皮在生产过程中必须要做到绝对平滑,凹凸须控制在0.1毫米范围内。
 C919机身装配生产线。中新社 万淑艳 摄
C919机身装配生产线。中新社 万淑艳 摄C919的机身蒙皮、长绗等零件使用了具有世界先进水平的第三代铝锂合金。“这在中国民机应用上尚属首次。铝锂合金材料被认为是目前航空航天首选的最理想材料。”C919总设计师吴光辉对中新社国是直通车记者说。
再来看看“高大上”的数字化装配生产线,以总装定位系统为例,其精度误差达到正负0.1毫米,重复定位精度达到0.05毫米,比一根头发丝还细!
 这是机身的总装定位系统,定位精度误差达到正负0.1毫米,重复定位精度达到0.05毫米,比一根头发丝还细。中新社 万淑艳 摄
这是机身的总装定位系统,定位精度误差达到正负0.1毫米,重复定位精度达到0.05毫米,比一根头发丝还细。中新社 万淑艳 摄生产飞机大部件需要“过五关、斩六将”:铝锂合金蒙皮喷丸强化、铝锂合金型材滚弯成形、铝锂合金型材热压下陷制造、蒙皮镜像铣切加工、铝锂合金蒙皮喷丸校形、超大蒙皮拉型制造、轴承粘接等一系列关键技术需要突破,不过好在,洪都已经全部“通关”了。
机身制造不仅包含了很多“黑科技”,还很环保。李代俊说,他们用数控铣切技术代替了化学铣切技术(镜像铣设备),达到了世界先进水平,是中国首创,每年至少可减少酸碱污水排放6千吨。
从2014年交付首架飞机的前机身、中后机身迄今,洪都公司已经完成了5架大飞机前机身、中后机身的交付,此外,还交付了一架试验段(编号003架)。
根据项目规划,包括试验段在内,C919研制批共需交付9架。未来两年,洪都还将继续完成3架份的产品交付。
李代俊说,现在生产一个架次的大部件需要三到四个月,如果将来进入批量生产,洪都将会增加生产线,届时,大部件的生产周期将大大缩短,产量也会提高。
这么多“黑科技”,让国是君对C919产生了满满的安全感,让我们期待国产大飞机顺利加入航空队伍吧!

更多猛料!欢迎扫描左方二维码关注新浪新闻官方微信(xinlang-xinwen)
推荐新闻
- 【 新闻 】 美对全世界敲竹杠 意外暴露自身软肋
- 【 军事 】 出鞘:我军野马气垫船如何在台海狂飙
- 【 财经 】 原华融董事长赖小民藏现金2.7亿 重3吨
- 【 体育 】 英超转会截止日:曼联压哨重购失败
- 【 娱乐 】 高晓松前妻逆生长 与郭碧婷闺蜜情深
- 【 科技 】 特斯拉董事会下周讨论私有化交易
- 【 教育 】 “留学生间谍论”美回应:欢迎中国学...


















违法和不良信息举报电话:010-62675637
举报邮箱:jubao@vip.sina.com
Copyright © 1996-2018 SINA Corporation
All Rights Reserved 新浪公司 版权所有